日本union焊頭
特點:
◆ 焊接時焊頭動作速度變化穩定,可以保證熔接時的加壓力穩定。
◆ 附屬機構動作順暢,并且不會因焊接時工件的變化而變化。
◆ 可搭載多種傳感器、捕獲溶接的時機。
◆ 無論是氣動式還是電動系統式,都可方便的搭載自動化使用。
日本union焊頭
日本union焊頭
日本union焊頭
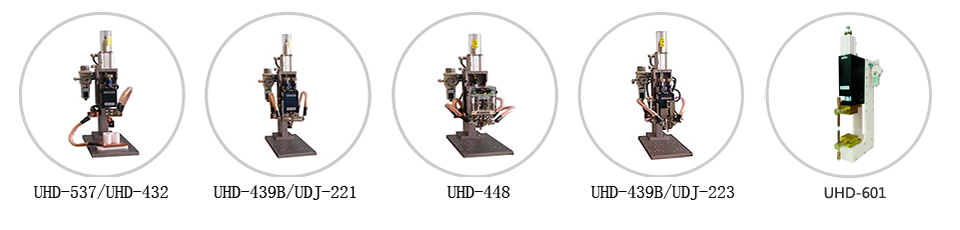
| UHD-537焊頭 UHD-432直焊加壓追隨機構 鋰離子電池底部焊接 繼電器接點、開關 燈絲引線,電容引線 開關,細線 等可適應多種焊接的通用焊頭 |  |
| UHD-537焊接焊頭 UHD-439B/4軸式加壓追隨機構 組電池連接片,電動工具,電池包, 連接片焊接,金屬箔、 電子部件等精密焊接用的通用焊頭。 焊頭的下部空間廣,即使多電池組也 可以自由順暢的實現焊接. 4軸式鎖定構造, 可保證焊接時電極位置的穩定 |  |
| UHD-537焊頭/UHD-448同時4軸加壓追隨機構 多組18650電池組等電池極板連接、 可同時4點加壓的加壓追隨加壓機構 4軸式輕量構造,4點的加壓力可以分別調整, 通過焊接傳感器可準確確認焊接時機、 可實現均勻穩定的熔接。 |  |
| UHD-537焊頭/UHD-439B 4軸加壓追隨機構/UDJ-221扳手式夾具 (免螺絲)Φ1.7/Φ3 扳手式電極夾具,免螺絲固定, 可簡單迅速更換電極、節省安裝時間、提高生產效率。 |  |
| UHD-537/焊頭/ UHD-439B+UDJ223 旋轉式加壓追隨機構 焊接后、電極進行旋轉,可有效防 止粘針現象、順暢地克服鍍層金屬, 合金金屬箔板、銅、鋁箔片、 電池連接片焊接時的粘連、實現穩定焊接。 |  |
型號 | 可組合焊頭 | 加壓 范圍 | 回旋 角度 | 汽缸行程 | 電極 |
UDJ-223 | UHD-537 | Max 100N | 20° | 8mm/10mm | Φ1.7/Φ3.0 |
| UHD-601焊頭 由于焊頭的動作部分沒有晃動, 即使長時間工作也會實現穩定的焊接。 適應較粗的銅捻線等焊接。 LED引線焊接,傳感器,電機引線,電刷, 碳刷焊接,子線焊接,電阻引腳,電頻元器件, 汽車開關,汽車電機,汽車大燈,喇叭 |  |
| 同時4點雙面自動化焊接裝置 效率高,高精度,焊接穩定。 適合18650—26650圓柱電池多組并串聯焊接 ◎ 實現對焊接數量,良品計數、位置、換針、提示管理 ◎ 所用滑臺、電機、電氣元件、氣動元件等均為日本 進口品牌。 ※此功能對電池連接片的面積.厚度,形狀等 有一定的范圍要求、需要事前試驗商談。 |  |
| 車載碳刷全自動焊接裝置 車載碳刷,即使是粗捻線型的也能實現高效率的,穩定的焊接。 |  |
型號 | UHD-537 | UHD-601 |
驅動方式 | 氣動加圧 | |
加壓范圍 | 大294N | 大490N |
供給氣動壓力 | 0.2MPa~0.5MPa | |
氣缸行程 | 0~30mm | 0~30mm |
電極 | Φ1.0、1.3 | Φ3.0―12.0 |
頻率 | 50~200mm/sec | |
尺寸(mm) | 150*320*514 | 100*240*749 |
重量 | 7.5kg | 38.5kg |
加壓追隨機構型號 | UHD-432/UHD-439/UHD-448/UDJ-223 | |
| 加壓追隨機構 | 加壓范圍 | 夾具 | 電極形狀(mm) |
| UHD-432 | 4.9N(0.5kgf)~117.6N(12kgf) | 同芯型 | Φ2~Φ8 |
| UHD-439B | 4.9N(0.5kgf)~117.6N(12kgf) | 同芯、偏芯 | Φ1.0,1.3,1.5,1.7,2.0,3.0~Φ4 |
| UHD-448 | 4.9N(0.5kgf)~28.8N(3kgf) | 細芯 | Φ1.3,1.5,1.7,2. |
| 3.5kg |

|

|

|

|

|

|
*您想獲取產品的資料:
個人信息:





